Khí O2 cắt laser là gì, Khí N2 cắt laser là gì? Có bao nhiêu loại khí hỗ trợ trong cắt laser CNC? Làm thế nào để chúng ta biết khí cắt nào là phù hợp trong hoạt động gia công kim loại?
Mục lục
Khí hỗ trợ trong cắt laser là gì?
Khi đã quen với gia công kim loại tấm bằng công nghệ cắt Laser CNC. Chắc hẳn bạn đã quá quen thuộc với các loại khí sử dụng trong cắt laser kim loại. Còn nếu như bạn làm ngoài ngành thì có thể hiểu đơn giản như thế này.
Cả 2 công nghệ cắt laser fiber và laser CO 2 đều không chỉ dựa vào tia laser để cắt, khắc kim loại. Thay vào đó, quá trình gia công này cần có sự tham gia của các loại khí hỗ trợ.
Khi cắt khắc kim loại bằng tia laser. Nhiệm vụ của chùm tia laser là làm nóng chảy vật liệu. Còn để tạo thành mạch cắt, cần có một luồng khí thổi bay phần kim loại này ra khỏi vị trí cắt. Khí này là khí phụ trợ, hay còn được gọi là khí cắt.
Khí cắt có vai trò quan trọng trong gia công laser CNC
Hiện nay có 3 loại khí cắt laser phổ biến nhất là Oxy, Nitơ và khí nén. Tùy theo loại vật liệu cần cắt và yêu cầu về chất lượng đường cắt sẽ quyết định chọn loại khí cắt nào cho phù hợp.
Khí Oxy, Khí O2 cắt laser
Oxy là khí cắt đầu tiên được sử dụng trong gia công cắt kim loại bằng tia laser. Khí Oxy thường được sử dụng để cắt sắt và thép cacbon dày. Ở nhiệt độ cao do tia laser phát ra, khí Oxy sẽ phản ứng với sắt nóng chảy (phản ứng tỏa nhiệt). Làm tăng tốc độ cắt và nhiệt độ hơn nữa tại điểm cắt. Từ đó dễ dàng tạo một đường cắt đẹp, cho dù tấm kim loại đó có độ dày lên đến 50mm.
Khí O2 cũng có thể dùng để cắt inox, tuy nhiên đường cắt sẽ bị đen do quá trình oxy hóa. Vì vậy để đảm bảo thẩm mỹ thì các đơn vị gia công thường không khuyến khích sử dụng khí Oxy để cắt inox. Khí O2 cắt laser
Khí Nitơ trong công nghệ cắt laser kim loại
Thời gian đầu Oxy chứng minh là khí cắt phổ biến nhất cho quá trình cắt, khắc laser kim loại. Sau đó các nhà khoa học đã phát hiện ra rằng dùng khí Nitơ sẽ cho chất lượng đường cắt cao hơn. Nhất là với các bề mặt yêu cầu không bị Oxy hóa như: Inox, Nhôm, Đồng, Niken…
Sử dụng Nitơ để cắt khắc laser sẽ cho sản phẩm có các cạnh sáng bóng, sắc nét, không bị cháy cạnh, bavia. Từ đó đáp ứng được trong các ngành công nghiệp đòi hỏi chất lượng và độ chính xác cao. Tuy nhiên áp suất khí N2 sử dụng phải lớn từ 17 – 20 bar. Độ tinh khiết phải đạt từ 99.995% trở lên. Nếu áp suất không đủ thì đường cắt không đẹp, có nhiều bavia. Nếu độ tinh khiết thấp thì đường cắt xấu và dễ bị ố vàng.
Khí nito trong cắt laser
Nitơ cũng được dùng để cắt sắt và thép carbon mỏng để có chất lượng đường cắt tốt hơn. Nhưng do chi phí cao nên Nitơ rất ít khi được sử dụng để cắt săt và thép carbon thấp.
Khí Nén
Trong khi khí Nitơ được sử dụng để đảm bảo chất lượng mạch cắt. Khí nén lại được chứng minh là một giải pháp thay thế hiệu quả và tiết kiệm chi phí.
Điều này không đồng nghĩa với việc thay đổi hoàn toàn khí Nitơ và Oxy bằng khí nén. Khí nén bao gồm N2 và một số khí khác. Mục tiêu của việc cắt, khắc với khí nén là tận dụng được ưu thế cắt của khí Nitơ, đồng thời tận dụng các lợi ích bổ sung của việc thay thế khí pha loãng hơn. Khí O2 cắt laser
Việc cắt khắc laser bằng khí nén đã xuất hiện gần 20 năm trờ lại đây. So với Nitơ, chất lượng mạch cắt của khí nén không thể đẹp bằng. Nhưng sử dụng Nitơ khá tốn kém. Trong gia công, chi phí của khí sử dụng trong cắt laser có thể chiếm tới 90% tổng chi phí vận hành. Vì thế sử dụng khí nén là biện pháp tiết kiệm chi phí hơn rất nhiều. Khí O2 cắt laser
Vì sao lựa chọn khí hỗ trợ trong cắt laser lại quan trọng?
Cắt laser là một quá trình gia công nhiệt. Trong đó chùm tia laser đóng vai trò chính. Các thông số khác được sử dụng trong quy trình này, chẳng hạn như công suất laser, loại khí hỗ trợ… sẽ tác động đáng kể đến chất lượng chung và thời gian xử lý trong quá trình vận hành cắt.
Khí sử dụng trong cắt laser phổ biến nhất hiện nay là khí Oxy và Nitơ. Lựa chọn khí nào phải phụ thuộc vào loại vật liệu được cắt, độ dày của nó và yêu cầu về chất lượng cạnh cắt.
Ví dụ:
Để cắt các tấm kim loại như sắt, thép đòi hỏi một lượng nhiệt năng đáng kể. Oxy sẽ hiệu quả hơn Nitơ rất nhiều. Vì nó giúp gia tăng nhiệt độ và tốc độ cắt nhờ phản ứng tỏa nhiệt với sắt. Đối với sắt và thép mỏng dưới 2mm thì lại không cần thiết. Bởi với lượng nhiệt tỏa ra quá lớn trong quá trình gia công sẽ làm cho chi tiết bị cháy cạnh, xám đen và mất góc. Nhưng khi gia công với máy cắt laser có công suất dưới 1500 watt. Để có mạch cắt đẹp thì lại phải dùng khí Oxy dù chi tiết ấy không quá dày.
Khí Nitơ thường được sử dụng để có chất cạnh lượng cạnh cắt tuyệt vời. Hoặc để tăng tốc độ gia công. Nhưng như đã nói ở trên, chi phí cắt bằng khí N2 lại không hề rẻ.
Khi nào có thể cắt bằng khí Nitơ? Khi nào thì nên thay thế bởi Khí nén hoặc khí Oxy? Rõ ràng chúng ta luôn phải đứng trước những lựa chọn để có được lợi ích tốt nhất cho công việc của mình.
Làm thế nào để có được lựa chọn phù hợp nhất? Khí O2 cắt laser hay Khí N2 cắt laser
Lựa chọn khí hỗ trợ để gia công cắt phụ thuộc vào rất nhiều yếu tố khác nhau
Sự phát triển của công nghệ và việc tìm ra nhiều khí hỗ trợ trong cắt laser đã mang đến cho người dùng laser nhiều sự lựa chọn. Tuy nhiên điều này lại khiến chúng ta đứng trước những khó khăn về bài toán hiệu quả sản suất. Vì vậy, để đưa ra quyết định đúng đắn các bạn có thể cân nhắc các yếu tố về:
Tốc độ gia công.
Chất lượng cạnh cắt, nguồn nhân lực xử lý sau khâu gia công.
Độ dày vật liệu.
Chi phí vận hành và giá cả gia công.
Tốc độ gia công
Khí Oxy khi gia công cắt laser CNC sẽ bị giới hạn bởi công xuất của máy cắt laser. Trong khi đó khí N2 thì không. Thực tế chứng minh khi cắt thép mỏng. Nếu với cùng một công suất xử lý của máy thì việc sử dụng khí Nitơ để cắt cho tốc độ gia công nhanh gấp 3 đến 4 lần so với khi sử dụng khí Oxy. Khí Nitơ cũng không bị giới hạn đối với các tấm kim loại mỏng khác. Nhưng với các vật liệu dày hơn đặc biệt là sắt và thép thì tốc độ xử lý của Oxy lại nhanh hơn Nitơ gấp nhiều lần. Khí O2 cắt laser
Chất lượng cạnh cắt
Nếu chất lượng cạnh cắt là yếu tố tiên quyết thì Nitơ là lựa chọn tốt nhất. Cắt laser bằng khí Nitơ sẽ cho chất lượng đường cắt vượt trội, không bavia và không bị rơ trục. Các cạnh này rất dễ sơn hoặc hàn mà không cần đến bất kỳ hoạt động thứ cấp nào như mài via, đánh bóng. Trong khi đó nếu dùng Oxy thì sẽ để lại vết nhám đen, bavia và rỉ sắt do sự hình thành oxit sắt trong quá trình cắt. Từ đó tốn thêm chi phí cho lao động gián tiếp và các công cụ xử lý cạnh cắt. Đồng thời mạch cắt không đẹp ảnh hưởng đến chất lượng sản phẩm. Khí O2 cắt laser
Độ dày vật liệu
Đối với chi tiết mỏng, lựa chọn khí cắt laser nào phụ thuộc vào chất lượng đường cắt hoặc chi phí gia công. Nhưng khi độ dày vật liệu tăng lên, quyết định dần trở nên khó khăn hơn. Với kim loại có độ dày từ 16mm trở lên. Người gia công laser sẽ phải cân nhắc chi phí của các hoạt động làm sạch thứ cấp khi cắt bằng Oxy với chi phí khí Nitơ cái nào hiệu quả hơn. Hơn nữa trong một số trường hợp, vật liệu quá dày thì Oxy mới là lựa chọn phụ hợp nhờ ưu thế tỏa nhiệt. Vì thế rõ ràng độ dày vật liệu sẽ quyết định đến khí được sử dụng trong cắt laser một cách phù hợp.
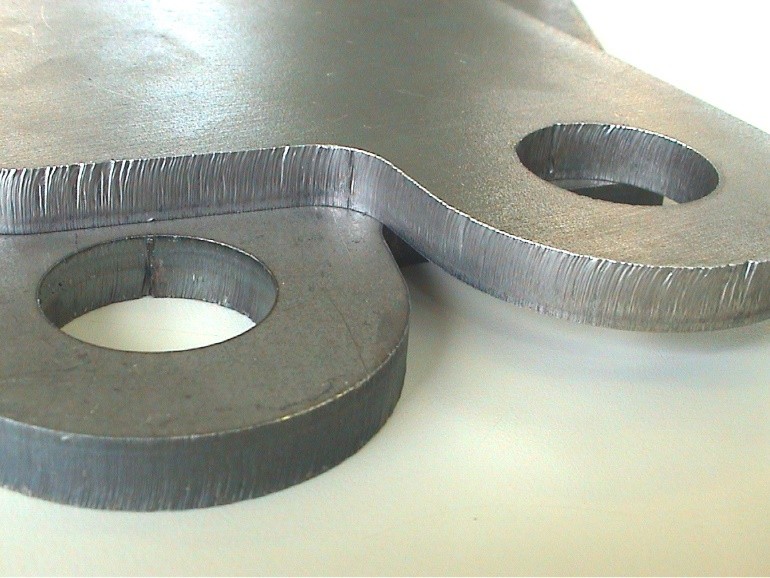
Đường cắt sắt bằng khí O2 của máy laser fiber
Chi phí và giá thành cắt laser
Để giảm chi phí sản xuất, tăng năng suất lao động và hiệu quả làm việc. Thì Oxy và khí nén sẽ là những lựa chọn hàng đầu. Mặc dù đây không phải là hai loại khí tốt nhất. Nhưng việc sử dụng hai khí cắt laser này sẽ mang lại những cải tiến về năng suất. Đồng thời giảm chi phí giá thành cắt laser một cách đáng kể. Nhất là với các vật liệu không đòi hỏi cao về mạch cắt. Khí O2 cắt laser
Mua khí O2 cắt laser ở đâu?
Công ty TNHH Venmer Việt Nam cung cấp Khí O2 cắt laser với số lượng lớn trên toàn quốc . Vỏ bình Oxy của chúng tôi luôn đạt chất lượng cao, đảm bảo an toàn .Với hơn 10 năm kinh nghiệm làm trong ngành khí công nghiệp, cung cấp bồn chứa khí công nghiệp. Công ty TNHH Venmer Việt Nam có đầy đủ kinh nghiệm và nhân sự để đáp ứng các yêu cầu của Quý khách hàng. Chúng tôi cam kết mang lại sự hài lòng cho khách hàng khi sử dụng dịch vụ của chúng tôi.
Liên hệ với chúng tôi để được tư vấn và báo giá phù hợp về như cầu sử dụng Khí O2 cắt laser của Quý khách hàng .
Metody płatności i wypłaty w Beep Beep - przewodnik dla graczy z Polski
Przy wyborze kasyna online najważniejsze są szybkie i bezpieczne metody wpłaty oraz jasne zasady wypłat. Beep Beep oferuje wiele opcji dostosowanych do polskich graczy, w tym karty Visa i MasterCard, szybkie przelewy bankowe, portfele elektroniczne oraz rozliczenia kryptowalutowe. Przed dokonaniem wpłaty warto sprawdzić minimalne i maksymalne limity, a także czas przetwarzania wypłaty oraz ewentualne opłaty. Szczegółowe informacje o dostępnych systemach i instrukcje znajdziesz na stronie operatora: Beep Beep co ułatwia wybór najlepszej metody zgodnej z wymaganiami regulacyjnymi i preferencjami bezpieczeństwa.
Metoda
Czas przetwarzania
Min/Max wypłaty
Przelew bankowy
5 minut - 24 godziny
80 PLN / 5000 PLN
Portfel elektroniczny
5 minut - 3 godziny
80 PLN / 5000 PLN
Kryptowaluty
do 1 godziny
0.0002 BTC / zmienne limity
W praktyce wypłaty w Beep Beep zależą od kilku czynników - kwoty, wybranej metody i statusu weryfikacji konta. Standardowe limity dla graczy z Polski obejmują minimalną kwotę wypłaty 80 PLN oraz dzienne i tygodniowe progi określone przez operatora. Dla kont, których łączny depozyt nie przekroczył 70000 PLN, dzienny limit może wynosić do 5000 PLN, a tygodniowy do 12000 PLN. Po przekroczeniu tych progów limity są ustalane indywidualnie. Wypłaty są zwykle przetwarzane szybko - do 24 godzin - jednak czas otrzymania środków może się różnić w zależności od systemu bankowego i ewentualnej konwersji walut.
Wybieraj metodę zgodną z minimalnymi i maksymalnymi limitami dostępnymi w kasynie.
Upewnij się, że konto jest w pełni zweryfikowane przed wysłaniem żądania wypłaty.
Sprawdź opłaty i możliwe prowizje po stronie operatora płatności oraz banku.
Dla szybkich wypłat rozważ portfele elektroniczne lub payouty kryptowalutowe.
Pamiętaj o wymaganiu x3 obrotu depozytu przed zatwierdzeniem niektórych wypłat.
W razie problemów skontaktuj się z supportem Beep Beep i zachowaj dowody transakcji.
Najlepszą praktyką jest planowanie wypłat z wyprzedzeniem i wybranie metody, która minimalizuje opłaty oraz czas oczekiwania. Beep Beep może wymagać weryfikacji tożsamości przed wypłatą większych kwot, dlatego przygotuj dokumenty tożsamości i potwierdzenie adresu wcześniej. Jeżeli zależy ci na natychmiastowych transferach, rozważ portfel elektroniczny lub wypłatę w kryptowalucie - pamiętaj jednak o zmienności kursów i specyficznych minimalnych depozytach dla poszczególnych systemów. Zawsze sprawdź warunki bonusów, bo aktywny bonus może uniemożliwić wypłatę środków. W przypadku niejasności obsługa klienta i sekcja Cashier w serwisie Beep Beep udostępniają szczegółowe tabele z wymaganiami, limitami i przewidywanymi czasami realizacji. Regularne monitorowanie historii transakcji i szybka reakcja na powiadomienia przyspieszą procedurę wypłaty. Dla polskich użytkowników przypomnijmy, że minimalna wypłata to zwykle 80 PLN, a standardowe dzienne limity mogą sięgać 5000 PLN przy niskich depozytach. Nieweryfikowane konta mogą generować opłatę weryfikacyjną w wysokości 7 USD, a nieprzestrzeganie warunku obrotu x3 może doprowadzić do wstrzymania części wypłaty do 20 procent.
Bonusy i promocje w Beep Beep - przewodnik dla graczy z Polski
Beep Beep oferuje rozbudowany system promocji dla nowych i stałych graczy w Polsce. Wśród najważniejszych ofert znajdziesz bonus bez depozytu 20 USD przy rejestracji, pakiet powitalny z kilkoma etapami oraz regularne bonusy od depozytu. Zanim skorzystasz, sprawdź warunki obrotu i limity - zasady mogą obejmować mnożniki obrotu x30 dla depozytu i x50 dla bonusu bez depozytu, a także ograniczenia maksymalnej wygranej. Więcej informacji znajdziesz bezpośrednio na stronie operatora - Beep Beep - warto zapoznać się z terminami ważności i ograniczeniami geograficznymi.
Rodzaj promocji
Kluczowe warunki
Ważność
Bonus bez depozytu
20 USD, obrót x50, maksymalna wypłata 20 USD
3 dni
Pakiet powitalny
Etapy z kodami - min depozyt 10 USD, obrót x30
5 dni
Cashback dzienny
5%-20% w zależności od poziomu, aktywacja 3 dni, obrót x3
codziennie
Przy wyborze promocji zwróć uwagę na warunki obrotu, limity maksymalnych wygranych oraz czas na realizację. Beep Beep stosuje różne mnożniki i okresy ważności - przykładowo bonusy depozytowe wymagają zwykle obrotu x30 w ciągu 5 dni, natomiast darmowy bonus za rejestrację ma wyższy mnożnik i krótszy termin. Sprawdź też maksymalną stawkę podczas realizacji warunku obrotu i listę wykluczonych gier. Pamiętaj, że aktywny bonus zwykle blokuje wypłatę, a naruszenia regulaminu mogą skutkować konfiskatą wygranych.
Sprawdź minimalny depozyt i wymagany kod promocyjny.
Zwróć uwagę na limit maksymalnej wygranej z bonusu.
Upewnij się, że gra liczy się do obrotu.
Aktywuj cashback w sekcji Bonusy w odpowiednim czasie.
Unikaj gier wykluczonych z promocji i dużych stawek.
Dokumenty KYC mają wpływ na wypłaty i opóźnienia.
Beep Beep posiada program VIP oparty na punktach BP, które zdobywasz grając na slotach za prawdziwe pieniądze. Im wyższy poziom, tym większe korzyści - wyższe cashbacki, większe no-deposit bonusy oraz lepszy kurs wymiany BP na gotówkę. Program ma osiem poziomów, od drobnych prezentów do imponujących nagród dla najbardziej aktywnych. Jeśli planujesz regularne granie, sprawdź ile punktów daje dana gra i jakie są wymagania, by awansować - to wpływa na opłacalność promocji.
Zanim postarasz się o wypłatę, zwróć uwagę na dodatkowe wymagania - w Beep Beep wypłata często wymaga obrotu depozytu x3, brak aktywnego bonusu oraz użycie tej samej metody płatności co przy depozycie. Minimalna kwota wypłaty w PLN to zwykle 80 PLN, a dzienne i tygodniowe limity mogą zależeć od sumy dokonanych depozytów. W przypadku wątpliwości skontaktuj się z obsługą klienta i przygotuj dokumenty do weryfikacji - proces KYC może potrwać do 24 godzin. Pamiętaj o zasadach odpowiedzialnej gry - ustaw limity depozytów i korzystaj z samowykluczeń, jeśli to konieczne. Czytaj warunki promocji przed akceptacją - to najpewniejszy sposób, żeby uniknąć rozczarowań. Uwaga - jeśli nie przejdziesz weryfikacji w ciągu 7 dni operator może zamknąć konto i naliczyć opłatę 7 USD miesięcznie za okres weryfikacji. Wypłaty są zazwyczaj przetwarzane do 24 godzin, ale zależą od wybranego systemu płatności. Przeczytaj zasady cashbacku i limity wypłat, aby uniknąć niespodzianek.
Metody płatności i wypłaty w Beep Beep - co wiedzieć przed pierwszym przelewem
Wybór odpowiedniej metody płatności ma kluczowe znaczenie dla komfortu gry i szybkiego odbioru wygranych w kasynie online. W Polsce gracze oczekują przejrzystych zasad dotyczących depozytów i wypłat, jasnych limitów oraz krótkiego czasu realizacji zleceń. Beep Beep oferuje szeroką gamę opcji - od kart Visa i MasterCard, przez przelewy bankowe i lokalne systemy płatnicze, aż po rozliczenia kryptowalutowe. Aby sprawdzić aktualne warunki oraz dostępne systemy płatności w serwisie, odwiedź stronę operatora Beep Beep i zweryfikuj szczegóły Cashier przed pierwszą wpłatą.
Metoda
Min depozyt
Min wypłata
Przybliżony czas
Visa / MasterCard
45 PLN
80 PLN
do 24 godzin
Przelew bankowy
45 PLN
80 PLN
1-3 dni robocze
Kryptowaluty (BTC, USDT)
różne - od 0.0002 BTC
zależne od sieci
minuty do kilku godzin
Przy przygotowaniu wypłaty warto pamiętać o kilku zasadach obowiązujących w Beep Beep. Po pierwsze, wypłata zazwyczaj musi być zrealizowana tą samą metodą, którą dokonano depozytu - wyjątki są opisane w Kasie. Po drugie, aby zlecić wypłatę, gracz nie może mieć aktywnego bonusu i musi spełnić warunek x3 obrotu depozytu, co jest częstą polityką zabezpieczającą przed nadużyciami. Weryfikacja dokumentów KYC może potrwać do 24 godzin, a niezweryfikowane konta mogą napotkać opłaty lub blokady konta zgodnie z regulaminem.
Zawsze sprawdź minimalne i maksymalne limity w Cashier przed wpłatą.
Zadbaj o pełną weryfikację konta - przyspiesza to wypłaty i unikniesz miesięcznej opłaty w czasie oczekiwania.
Jeżeli wpłacasz kartą, przygotuj kopie wymaganych stron karty zgodnie z instrukcjami KYC.
Przy kryptowalutach potwierdź adres portfela i minimalne progi transakcyjne.
Rozważ alternatywne metody na wypadek problemów z Visa lub MasterCard.
Ustal odpowiednie limity wypłat i depozytów, aby kontrolować wydatki i grać odpowiedzialnie.
Beep Beep zapewnia także limity dzienne i tygodniowe dla graczy z niskimi i średnimi depozytami - w Polsce standardowy próg dla pierwszego poziomu to do 5000 PLN dziennie i do 12000 PLN tygodniowo, a przy większych sumach limity mogą być ustalone indywidualnie. Obsługa płatności działa w ramach zasad AML i KYC, dlatego przygotuj dokumenty tożsamości wcześniej. Jeśli pojawią się opóźnienia lub dodatkowe opłaty ze strony operatora płatności, kontakt z supportem przyspieszy rozwiązanie sprawy oraz ułatwi bezproblemowe zamknięcie transakcji.
Bonusy i promocje SnatchCasino - przewodnik dla graczy z Polski
SnatchCasino oferuje szeroki wybór bonusów i promocji dostosowanych do graczy w Polsce. W tym artykule przeanalizujemy najważniejsze oferty, warunki obrotu, okresy ważności oraz wyłączenia gier, aby pomóc polskim graczom zdecydować, które promocje warto wykorzystać. Zwrócimy uwagę na pakiet powitalny, codzienny i tygodniowy cashback, darmowe spiny oraz specjalne oferty VIP. Dodatkowo omówimy mechanikę bonusów w walucie SND i zasady konwersji oraz ograniczenia dotyczące gier kwalifikujących się do obrotu. Sprawdź aktualne promocje bezpośrednio na stronie SnatchCasino.
Promocja
Kluczowe warunki
Pakiet powitalny
x60 depozyt+bonus, min depozyt 15 USD
Cashback
10% dziennie i 10% tygodniowo, wager x3
No deposit
100 FS + 10 SND, max wypłata 100 SND
Pakiet powitalny w SnatchCasino może obejmować kilka etapów z bonusami za pierwsze cztery wpłaty, darmowymi spinami oraz wymogami obrotu, które często są wysokie. Przykładowo niektóre bonusy wymagają obrotu x60 dla depozytu plus bonus, podczas gdy oferty VIP mogą mieć niższy mnożnik x30 ale wyższe progi minimalne depozytu. Gracze z Polski powinni zwrócić uwagę na minimalne depozyty, limity maksymalnej wypłaty z bonusu oraz czas ważności promocji. Szczególnie istotne są również ograniczenia dotyczące gier - w większości promocji do obrotu liczą się tylko automaty, a gry live i stołowe często są wyłączone. Zawsze warto przeczytać regulamin konkretnej promocji przed skorzystaniem z niej.
Pakiet powitalny - do x60 obrotu
Codzienne 10% cashback - odbiór ręczny
Tygodniowy cashback - 10% i 7 dni na odbiór
Darmowe spiny - limit maksymalnej wypłaty
VIP - lepsze progi i osobisty menedżer
Turnieje i jackpoty - szansa na większe wygrane
Codzienne i tygodniowe programy cashback to jedna z najbardziej przystępnych promocji dla regularnych graczy. SnatchCasino oferuje często 10% cashback dziennie oraz 10% tygodniowo, jednak należy pamiętać o konieczności ręcznego odebrania zwrotu w ustalonym terminie, po czym cashback wygasa, jeśli nie zostanie zrealizowany. Cashback zwykle trafia na saldo rzeczywiste i podlega warunkowi obrotu x3 zanim będzie można dokonać wypłaty. Dodatkowo dostępne są turnieje, jackpoty tygodniowe i miesięczne oraz promocje specjalne, które okresowo podnoszą maksymalne wygrane lub liczbę darmowych spinów. Jeśli planujesz korzystać z promocji często, warto monitorować terminy ważności, maksymalne wygrane z bonusów oraz zasady konwersji SND na środki wypłacalne. Przed aktywowaniem bonusu sprawdź też maksymalny cashout z promocji - wiele ofert ma limit wypłaty zależny od wielkości przyznanego bonusu. Pamiętaj o wymogach KYC przed pierwszą wypłatą - weryfikacja dokumentów może opóźnić realizację środków. VIP i wysokie depozyty mogą oferować lepsze warunki, dłuższy czas na spełnienie obrotu oraz wyższe limity caschbacku i jackpotów. Dzięki temu gracze, którzy inwestują więcej czasu i środków, otrzymują dostęp do ekskluzywnych promocji i osobistego opiekuna. Zwracaj też uwagę na opłaty administracyjne za nieaktywne konto i zasady odzyskiwania środków przy błędnych przelewach.
Promocje i bonusy SnatchCasino - wszystko, co musisz wiedzieć
SnatchCasino oferuje rozbudowany pakiet promocji skierowany do graczy z Polski - od pakietu powitalnego po codzienne i tygodniowe cashbacki oraz promocje dla VIP-ów. W praktyce oznacza to wiele opcji do wyboru, ale także konkretne zasady obrotu i limity, które warto poznać zanim przyjmiesz ofertę. Jeśli chcesz szybko sprawdzić aktualne oferty i warunki, odwiedź oficjalną stronę operatora: SnatchCasino i przeczytaj Regulamin promocji. W artykule opisujemy najważniejsze typy bonusów, typowe wymagania obrotu oraz ryzyka związane z bonusami - tak, aby gracze z Polski mogli podejmować świadome decyzje i optymalnie wykorzystać dostępne nagrody.
Rodzaj bonusu
Kluczowe warunki
Typowe limity
Pakiet powitalny
Wymaganie obrotu x60 dla depozyt+bonus
Do 1000 USD na etap
Codzienne/tygodniowe cashbacki
10% dziennie i 10% tygodniowo - wypłata po x3 obrocie
Okres do roszczenia: 24h / 7 dni
Free spins i no-deposit
Obrót dla wygranych z FS zwykle x40 - x30 dla SND
Max wypłaty z FS: 100 USD (przykład)
W praktyce każda promocja ma własne ograniczenia - gry zaliczane do obrotu to zazwyczaj automaty, a środki bonusowe w wewnętrznej walucie SND często wymagają gry tylko na slotach. SnatchCasino stosuje też limity maksymalnej wypłaty z bonusu i zasady przeciwdziałania nadużyciom - nieuczciwe praktyki mogą skutkować anulowaniem wygranych. Przed aktywacją promocji sprawdź minimalny depozyt, limit maksymalnej stawki przy obrocie oraz czas ważności oferty, bo te parametry decydują o realnej wartości bonusu.
Przeczytaj regulamin promocji przed przyjęciem bonusu
Sprawdź minimalny depozyt i wymóg obrotu - x60 kontra x30 ma znaczenie
Używaj bonusów na sloty wskazane przez SnatchCasino, aby liczył się obrót
Zwróć uwagę na limity maksymalnej wypłaty z bonusu
Korzystaj z cashbacków - wymagania są zwykle niższe (x3)
Unikaj praktyk wyglądających na nadużycie, które mogą blokować konto
Na koniec pamiętaj o KYC i zasadach wypłat - weryfikacja konta jest wymagana przed realizacją wypłaty, a mechanizmy AML mogą nakładać dodatkowe warunki obrotu. SnatchCasino zapewnia wiele atrakcyjnych promocji, ale najlepsze wyniki osiągniesz czytając regulaminy, licząc realny koszt obrotu i grając odpowiedzialnie. Powodzenia i graj odpowiedzialnie.
Bonusy i promocje w Spinbetter - jak korzystać odpowiedzialnie i maksymalizować zyski
Spinbetter oferuje rozbudowany system promocji dedykowany graczom w Polsce, łącząc bonus powitalny, reloady, darmowe spiny i program lojalnościowy. W artykule wyjaśniamy warunki obrotu, ograniczenia gier oraz najważniejsze zasady bezpiecznego korzystania z ofert - tak, aby promocje rzeczywiście zwiększały wartość gry zamiast prowadzić do nieprzyjemnych niespodzianek.
Nazwa bonusu
Typ
Wymaganie obrotu
Czas ważności
Pakiet powitalny do 1500 EUR + 150 FS
Wielostopniowy deposit
35x na bonus
7 dni
Niedzielny reload 100% (MDL)
Reload
30x na sloty
48 godzin
10. depozyt - 50% do 300 EUR
Specjalny
35x na bonus
48 godzin
Przed aktywacją każdej promocji sprawdź regulamin i listę wykluczonych gier - Spinbetter często ogranicza kontrybucję gier stołowych, ruletki czy blackjacka do 0% wobec wymagań obrotu. Ważne są też limity maksymalnego zakładu podczas obrotu bonusem - zwykle nie przekracza on 5 EUR. Dodatkowo warto zwrócić uwagę na restrykcje dotyczące kont kryptowalutowych, które mogą wykluczać pewne oferty.
Jeśli chcesz zobaczyć aktualne promocje i przejrzeć szczegółowe warunki - odwiedź oficjalną stronę: Spinbetter - tam znajdziesz pełne regulaminy, ceny obrotu i informacje o ograniczeniach geograficznych. Pamiętaj, że tylko czytelne zapoznanie się z dokumentami pozwoli uniknąć utraty bonusu i wycofania wygranych z powodu naruszeń zasad.
Sprawdź minimalny depozyt i walutę konta przed odbiorem bonusu
Upewnij się, które gry wliczają się w wymóg obrotu
Kontroluj maksymalny zakład podczas trwania wymogu obrotu
Nie łącz promocji - akceptacja jednej może wykluczyć kolejne
Dokumenty KYC mogą być wymagane przed wypłatą środków z bonusu
Ustaw limity depozytów i użyj narzędzi odpowiedzialnej gry
Programy lojalnościowe i cashback w Spinbetter to sposób na odzyskanie części stawek - im wyższy poziom, tym lepsze nagrody i osobne warunki obsługi. Zwróć uwagę na warunki awansu w VIP - często wymagają one określonego obrotu w sekcji kasyna i aktywności w określonym czasie. W praktyce system premiuje regularnych graczy, ale nie zastąpi rozsądnej strategii zarządzania bankrollem.
Podsumowując - promocje w Spinbetter mogą zwiększyć szanse i czas zabawy, jeśli przestrzegasz regulaminu, kontrolujesz limity i korzystasz z ofert zgodnie z zasadami odpowiedzialnej gry. Zawsze czytaj warunki, porównuj oferty i korzystaj z bonusów jako dodatkowego narzędzia, nie głównego sposobu na zarabianie.
Bonusy i promocje w Spinbetter - przewodnik dla graczy z Polski
Spinbetter oferuje szeroki wybór bonusów i promocji skierowanych do graczy z Polski. W codziennej ofercie znajdziesz powitalny pakiet kasynowy do 1500 EUR + 150 darmowych spinów, reloady tygodniowe, specjalne bonusy na 10. depozyt oraz promocje sportowe. Warunki różnią się w zależności od promocji - typowe zasady obejmują wymóg obrotu, limity maksymalnego zakładu i okres ważności. Przykładowo powitalny pakiet wymaga obrotu x35 tylko na bonusie, minimalny depozyt to 10 EUR dla pierwszego etapu, a darmowe spiny często dotyczą wybranych slotów. Pamiętaj, że wszystkie promocje i zasady znajdziesz na oficjalnej stronie operatora - Spinbetter - oraz w regulaminie, a niektóre oferty są wyłączone dla kont kryptowalutowych.
Rodzaj bonusu
Główne warunki
Powitalny pakiet
Do 1500 EUR + 150 FS, obrót x35, ważne 7 dni
Bonus sportowy
Do 9500 MDL na pięć depozytów, obrót x5 na kupony
Sunday Reload
100% do 6000 MDL, obrót x30 w slots, min depozyt 100 MDL
Darmowe spiny urodzinowe
20 FS w West Town, wygrane obrót x25 w 72 godziny
Zasady obrotu i wyłączenia wpływają na realną wartość promocji. Na przykład większość kasynowych bonusów powitalnych w Spinbetter wymaga obrotu 35 razy kwoty bonusu i ogranicza maksymalny zakład do 5 EUR podczas spełniania warunku. Wiele gier, w tym gry stołowe, ruletka i blackjack, nie wlicza się do obrotu, dlatego koncentruj się na automatach oznaczonych jako zgodne z promocją. Okres ważności bonusu bywa krótki - zwykle 7 dni dla pakietu powitalnego lub 48 godzin dla promocji jednorazowych - więc planuj grę tak, aby zdążyć spełnić warunki w terminie. Konto musi być zweryfikowane przed wypłatą wygranych związanych z bonusem.
Przeczytaj regulamin promocji przed aktywacją.
Sprawdź minimalny depozyt i wymagany obrót.
Używaj tylko gier kwalifikujących się do obrotu.
Nie przekraczaj maksymalnego zakładu podczas obrotu - 5 EUR.
Zadbaj o weryfikację konta przed wypłatą.
Korzystaj z promocji odpowiadających Twojemu stylowi gry.
Podsumowując, bonusy w Spinbetter mogą znacząco zwiększyć bankroll pod warunkiem, że zrozumiesz obowiązujące zasady. Zwróć uwagę na listy wyłączonych gier, ograniczenia walutowe i limit maksymalnego zakładu podczas obracania bonusem. Promocje sportowe mają oddzielne reguły - często wymagają zakładów akumulowanych z minimalnymi kursami. Jeśli masz wątpliwości, skontaktuj się z działem obsługi klienta lub sprawdź sekcję Promo na stronie operatora, aby potwierdzić aktualne warunki dostępne dla graczy z Polski. Graj odpowiedzialnie i wykorzystuj narzędzia samoograniczenia, jeśli potrzebujesz przerwy od gry. Dobre planowanie i czytelne rozumienie regulaminu pozwoli ocenić, czy dany bonus rzeczywiście się opłaca. Sprawdź także limity wypłat - maksymalnie 1500 EUR w ciągu 24 godzin - i zasady dotyczące płatności kryptowalut, bo niektóre transakcje BTC mogą wiązać się z opłatami. W razie sporu skorzystaj z procedury reklamacyjnej opisanej w regulaminie. Rozważ ustawienie limitów depozytów i czasu gry, aby kontrolować wydatki i grać dłużej z mniejszym ryzykiem.
Bonusy i promocje w Hotslots - przewodnik dla graczy z Polski
Na rynku kasyn online promocje często decydują o wyborze operatora. Przy tak wielu ofertach warto umieć porównać warunki i realną wartość bonusów. Hotslots ma szeroki katalog promocji obejmujący pakiety powitalne, darmowe spiny, reloady oraz cashbacki, a także okresowe dropy gotówkowe i rankingi z pulami nagród. Przed skorzystaniem sprawdź zasady obrotu, listę gier wyłączonych i limity maksymalnych wygranych - to wpływa na to, ile faktycznie możesz wypłacić. Szczegółowe informacje oraz pełen regulamin znajdziesz pod linkiem: Hotslots Dobrą praktyką jest też porównanie wymaganych mnożników oraz czasu ważności promocji. Sprawdź też dostępne metody płatności, minimalne depozyty oraz politykę dotyczącą weryfikacji konta - to skróci czas wypłat.
Rodzaj bonusu
Wymaganie obrotu
Maksymalna wygrana
Standardowy depozytowy
15x (depozyt+bonus)
Maks. wygrana 100 EUR
Oferta powitalna
25x (depozyt+bonus)
Free spiny - max wygrana 200 EUR
Cashback i dropy
0x - brak wymogu obrotu
Nagrody gotówkowe bez obrotu
Przy analizie ofert zwróć uwagę na współczynniki obrotu - standardowe bonusy depozytowe na Hotslots zwykle wymagają x15 obrotu, natomiast oferty powitalne mogą mieć wyższe mnożniki, np. x25. Maksymalna stawka przy aktywnym bonusie to zwykle 5 EUR na rundę. Niektóre nagrody z free spinów mogą wygasać po 3 dniach, co ogranicza czas na spełnienie warunku. Hotslots wyłącza z naliczania obrotu wybrane kategorie gier i konkretne tytuły - dlatego przed planowaną grą sprawdź listę wykluczeń i upewnij się, które gry realnie pomogą spełnić warunek obrotu. Ponadto pamiętaj, że dla wielu bonusów obowiązuje limit maksymalnej wygranej - standardowo 100 EUR z bonusem, a free spiny często mają oddzielny limit 200 EUR. Minimalna wpłata do kwalifikacji może się różnić - zwykle od 10 EUR. Wypłaty nagród bonusowych wymagają weryfikacji tożsamości - przygotuj dokumenty KYC.
Porównaj mnożniki obrotu i maksymalne wygrane w regulaminie - nie sugeruj się tylko procentem bonusu
Sprawdź listę gier wyłączonych z naliczania obrotu oraz ich udział procentowy w wypełnianiu warunku
Zwracaj uwagę na maksymalny zakład przy aktywnych bonusach i na limity walutowe
Kontroluj terminy ważności bonusów - free spiny często wygasają po kilku dniach i mają oddzielne warunki
Korzystaj z cashbacku i programów lojalnościowych dla długofalowej gry - zbieranie punktów może się opłacić
Aby uniknąć nieporozumień, zawsze czytaj sekcję z regulaminami promocji, sprawdzaj wymagania KYC i możliwe opłaty administracyjne przy wypłatach nieobróconych depozytów. Hotslots udostępnia również program lojalnościowy oraz cashbacky dla aktywnych graczy, co warto rozważyć jako element długoterminowej strategii gry. Graj odpowiedzialnie i korzystaj z dostępnych limitów depozytów i wyłączenia - to najlepszy sposób na kontrolę wydatków. W razie wątpliwości skontaktuj się z obsługą klienta Hotslots i sprawdź dostępne kanały pomocy. Pamiętaj o możliwych opłatach administracyjnych przy zwrotach oraz o narzędziach odpowiedzialnej gry - limity depozytu, strat i czasu sesji pomogą zachować kontrolę.
Bonusy i promocje w Jackpotter - przewodnik dla graczy z Polski
Jackpotter to nowa marka w segmencie kasyn kryptowalutowych, która przyciąga polskich graczy bogatą ofertą promocji i przejrzystymi warunkami. W tym artykule przyjrzymy się najważniejszym rodzajom bonusów - od bonusów powitalnych, przez darmowe spiny, aż po promocje w mediach społecznościowych oraz program VIP. Jeśli chcesz sprawdzić aktualne promocje i szczegóły regulaminowe, odwiedź stronę marki: Jackpotter aby zobaczyć aktualne warunki oraz terminy. Zwrócimy uwagę na wymagania obrotu, limity wypłat oraz praktyczne wskazówki jak maksymalnie wykorzystać oferty bez narażania się na niepotrzebne ryzyko.
Rodzaj bonusu
Co zawiera
Wymaganie obrotu
100% bonus na 1. wpłatę
Doładowanie od 10 USDT - maksymalna wygrana 1000 USDT
35x depozyt+bonus
100 darmowych spinów (2. wpłata)
Gates of Olympus / Big Bass Splash - wartość spinu 0.10
35x depozyt+bonus
Promocje w social media (no-deposit)
Szybkie oferty, limit wypłaty do 50 USDT
40x bonus
W praktyce oznacza to, że gracze z Polski powinni zwracać uwagę na kilka kluczowych parametrów - mnożnik obrotu, bazy obrotu oraz maksymalne limity wypłat po dokonaniu obrotu. Jackpotter stosuje różne bazy obrotu - dla bonusu powitalnego jest to depozyt plus bonus, co zwiększa wymaganie obrotu w porównaniu z samym bonusem. Darmowe spiny oraz oferty social media mają oddzielne zasady i krótsze terminy ważności, często 24 godziny przed aktywacją lub po jej przyznaniu, więc szybkie działanie jest istotne. Pamiętaj, że niektóre gry są wyłączone z obrotu, a wkład procentowy dla gry typu live lub stołowej może być znacznie niższy niż dla slotów.
Przeczytaj regulamin przed przyjęciem oferty - najważniejsze warunki to wymóg obrotu i limity maksymalnej wypłaty.
Sprawdzaj, które gry wnoszą 100% do obrotu - zwykle są to sloty, a gry live mają niższy udział.
Zwracaj uwagę na maksymalną stawkę przy obrocie - przekroczenie limitu może unieważnić bonusowe wygrane.
Bonusy czasowe wymagają szybkiego wykorzystania - terminy 24 godzin to częsta reguła.
Korzystaj z programu VIP jeśli planujesz grać regularnie - cashback i ekskluzywne oferty poprawiają wartość promocji.
Na koniec - Jackpotter oferuje konkurencyjne bonusy, ale ich wartość zależy od zrozumienia warunków. Graj odpowiedzialnie, zarządzaj budżetem i porównuj promocje pod kątem realnej możliwości spełnienia wymagań obrotu. Jeśli masz wątpliwości co do zapisów regulaminowych, skontaktuj się z obsługą klienta Jackpotter - szybka pomoc wyjaśni wątpliwości związane z obrotem, weryfikacją i wypłatami.
Płatności i wypłaty w Tsars - kompletny przewodnik dla graczy z Polski
System płatności wpływa bezpośrednio na komfort gry i decyzję o wyborze operatora - w Polsce gracze oczekują szybkich wpłat, bezpiecznych wypłat i jasnych opłat. W praktyce Tsars oferuje szeroki wybór metod depozytowych i wypłat, akceptując waluty fiat takie jak PLN i EUR oraz popularne kryptowaluty. Aby zapoznać się z pełną ofertą płatności i sprawdzić dostępne dla Ciebie opcje, odwiedź stronę operatora Tsars gdzie znajdziesz aktualne informacje o minimalnych kwotach, limitach i czasie przetwarzania transakcji. Dzięki temu łatwiej zaplanujesz wpłaty i unikniesz niespodzianek przy realizacji wypłaty.
Metoda
Min. depozyt / wypłata
Czas realizacji
E-wallet (Skrill, Neteller)
20 EUR
Instant
Karta - Visa / Mastercard
20 EUR
Instant - do 24 godz.
Przelew bankowy
50 EUR
1-3 dni robocze
Opłaty i zasady są istotne - Tsars pobiera stałą prowizję 1 EUR od depozytu oraz zastrzega możliwość pobrania opłat przy szczególnych sytuacjach, np. zwrotach lub licznych małych wypłatach. Przy wypłatach bez spełnienia minimalnego obrotu może zostać naliczona opłata do 10% żądanej kwoty, a w przypadku błędnych danych bankowych koszt zwrotu wynosi zwykle 25 EUR. Zapoznaj się z regulaminem, aby wiedzieć, jakie warunki obowiązują przy bonusach - przy aktywnym bonusie limity wypłat mogą być niższe.
Upewnij się, że konto jest w pełni zweryfikowane przed pierwszą wypłatą
Wybierz metodę wypłaty zgodną z dokumentami KYC
Sprawdź minimalne i maksymalne limity dla wybranej metody
Unikaj wielu małych wypłat - mogą wiązać się z dodatkowymi opłatami
Przy bonusach zwróć uwagę na ograniczenia maksymalnej wypłaty
W przypadku problemów kontaktuj się z obsługą 24/7
Szybkość realizacji wypłaty zależy od statusu KYC - Tsars deklaruje przetwarzanie wycofań w mniej niż 24 godziny po zakończeniu weryfikacji, jednak dopiero komplet dokumentów przyspiesza procedurę. Przygotuj skany dowodu tożsamości i potwierdzenia adresu zgodnie z wymaganiami, aby uniknąć opóźnień.
Na koniec - planuj transakcje z wyprzedzeniem i pamiętaj o limitach dziennych oraz miesięcznych. Korzystając z przejrzystych zasad płatności i odpowiednio przygotowanych dokumentów KYC, użytkownicy Tsars z Polski mogą liczyć na szybkie i bezpieczne wypłaty oraz wygodną obsługę finansową.
Bonusy i promocje 31Bets dla graczy z Polski
Jeżeli interesują Cię najlepsze oferty powitalne i regularne promocje skierowane do graczy z Polski, 31Bets przygotowało rozbudowany katalog bonusów dostosowanych do różnych preferencji - zarówno miłośników automatów, jak i zakładów sportowych. W pierwszym akapicie skupiamy się na tym, jak aktywować oferty, jakie są podstawowe warunki obrotu oraz na ograniczeniach znamiennych dla promocji. Zanim przystąpisz do gry, sprawdź szczegóły dotyczące minimalnego depozytu, czasu ważności i ograniczeń gier. Promocje można znaleźć bezpośrednio na stronie operatora - 31Bets casino - a poniżej opisujemy najważniejsze zasady i praktyczne wskazówki, które pomogą maksymalnie wykorzystać oferty bez niespodzianek przy wypłacie wygranej.
Jak odebrać bonus powitalny - kroki rejestracji i depozytu
Wymagania obrotu - ile razy trzeba obrócić depozytem i bonusem
Maksymalna stawka przy aktywnym bonusie - limit 5 EUR na spin
Lista gier wykluczonych z obrotu bonusem
Czas ważności promocji - zwykle 30 dni
Warunki specyficzne dla Polski i ograniczenia geograficzne
31Bets oferuje kilka typów bonusów - wielostopniowy bonus kasynowy do 425% łącznie, bonusy crypto do 170% oraz bonusy sportowe 100% do 1000 EUR. Dla polskich graczy kluczowe są wymagania obrotowe: kasyno wymaga najczęściej 45x obrotu dla bonusu kasynowego liczonym od depozytu plus bonusu, natomiast bonusy crypto i sportowe mają niższe mnożniki zgodnie z regulaminem. Pamiętaj, że minimalny depozyt kwalifikujący do ofert to zwykle 30 EUR, a obowiązuje też ograniczenie maksymalnego zakładu przy aktywnych promocjach, by uniknąć utraty prawa do bonusa.
Promocja
Wymaganie obrotu
Minimalny depozyt
425% Casino Welcome Bonus - do 2000 EUR
45x (depozyt + bonus)
30 EUR
170% Crypto Welcome Bonus - do 1000 EUR
35x (depozyt + bonus)
30 EUR
100% Sports Welcome Bonus - do 1000 EUR
15x (depozyt + bonus) - min kurs 1.4
30 EUR
Aby skorzystać z promocji w 31Bets bez kłopotów, czytaj regulaminy - zwróć uwagę na wykluczone gry, warunki dotyczące wypłat przed ukończeniem obrotu oraz procedury KYC wymagane przy pierwszej wypłacie. 31Bets stosuje limity wypłat i limity czasowe ważności promocji, a także zastrzega prawa do odrzucenia nadużyć bonusowych. Dla bezpieczeństwa i zgodności z przepisami warto także aktywować dostępne narzędzia odpowiedzialnej gry i monitorować stan konta podczas realizacji wymagań promocyjnych.
Bonusy i promocje w Cadoola - przewodnik dla graczy z Polski
Cadoola przygotowało szeroką ofertę bonusów i promocji przeznaczonych dla graczy z Polski, obejmującą pakiet powitalny rozłożony na cztery depozyty, cotygodniowe reloady, program cashback oraz regularne darmowe spiny i akcje specjalne. W opisie promocji znajdziesz informacje o minimalnych depozytach, limitach maksymalnej stawki i okresie ważności - to kluczowe elementy, które wpływają na realną wartość nagród. Zanim aktywujesz bonus zapoznaj się z zasadami dotyczącymi wykluczonych gier i procentowego udziału różnych kategorii gier w wymogu obrotu, bo mogą one znacząco zmniejszyć szansę na wypłatę wygranych. Aby sprawdzić aktualne warunki i szczegóły promocji odwiedź stronę operatora: Cadoola i przejdź do sekcji promocji, gdzie znajdziesz pełne regulaminy.
Promocja
Co zawiera
Wymóg obrotu
Pakiet powitalny
Do 800 EUR + 300 darmowych spinów + Bonus Crab
35x depozyt + bonus, FS 40x
Weekend Reload
50% do 700 EUR + 50 darmowych spinów
35x depozyt + bonus, FS 40x
Live Cashback
25% do 200 EUR na gry live
1x cashback przed wypłatą
Na co zwracać uwagę przy wyborze promocji w Cadoola - przede wszystkim na minimalny depozyt wymagany do otrzymania bonusu oraz na maksymalną dozwoloną stawkę przy grze za środki bonusowe. Regulaminy często zawierają listę wykluczonych slotów i gier stołowych, a także limity konwersji punktów lojalnościowych. Cadoola udostępnia także promocje lokalne przeliczane na PLN, dlatego warto sprawdzić, czy warunki w wersji dla Polski różnią się od standardowej oferty EUR.
Sprawdź minimalny depozyt i czas ważności bonusu - krótkie terminy mogą utrudnić spełnienie obrotu
Zwróć uwagę na maksymalną stawkę przy grze za bonus - przekroczenie może unieważnić nagrodę
Przeczytaj listę wykluczonych gier - jackpoty i niektóre tytuły nie wliczają się do obrotu
Korzystaj z cashbacku na żywo, jeśli często grasz w sekcji Live - niskie ryzyko i szybka konwersja
Porównaj oferty walutowe - promocje w PLN mogą mieć inne progi i limity
W regulaminach Cadoola znajdziesz też informacje o programie lojalnościowym i dodatkowych mechanikach jak Bonus Crab - specjalna maszyna claw, dająca codziennie szansę na dodatkowe nagrody przy spełnieniu warunku pierwszego depozytu danego dnia. Warto monitorować zakładkę z promocjami, bo operator często aktualizuje oferty i wprowadza czasowe akcje tematyczne.
Pamiętaj o zasadach odpowiedzialnej gry i obowiązkach KYC - wszystkie bonusy podlegają weryfikacji konta oraz warunkom obrotu, a niewypełnienie wymagań może skutkować anulowaniem wygranych. Graj odpowiedzialnie i zapoznaj się z pełnym regulaminem przed aktywacją promocji.